表面處理熱鍍鋅
產(chǎn)地常州
材質(zhì)Q235B
質(zhì)量認證ISO9001
稅票包含
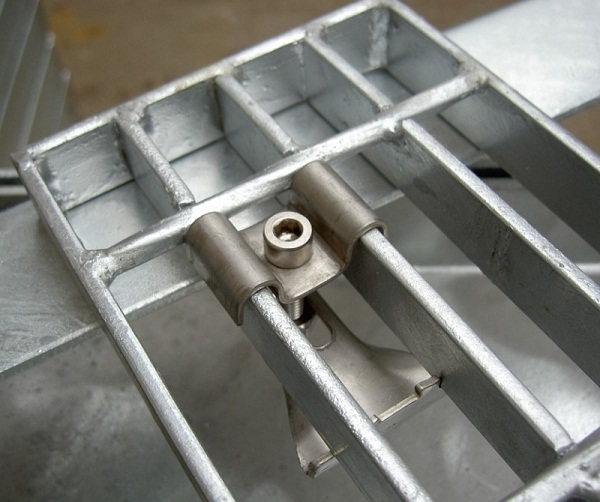
復(fù)合鋼格柵是由具有一定能力的跨鋼格柵板和密封外觀的條紋板組合而成的一種產(chǎn)品,它可以是任何類型的鋼格柵板和不同厚度的鋼板。常用的鋼格柵板為G323/40/100為低板;條紋鋼板常用3mm厚板,也可采用4mm、5mm或6mm板,可選擇焊接和裝置夾緊兩種方式。焊接的優(yōu)點是性的,不松動,具置在鋼柵板頂部的每個角落都有扁鋼,焊縫長度不小于20mm,焊角高度不小于3mm。設(shè)備卡箍強度被損壞熱浸鋅層且方便分開,每個設(shè)備至少需要4套,使用卡箍設(shè)備的數(shù)量增加并增加下面板的長度,安全的方式是不必,將螺釘頭直接焊在橫梁上,確保鋼格板不會因為設(shè)備夾松和從梁,溝蓋板作為大型鋼鐵產(chǎn)品,往往忽視re-delivery的過程中,可能會有輕微的變形現(xiàn)象,客戶面臨這樣一個問題應(yīng)該如何處理呢?溝蓋板邊板因磕碰而變形時,主張用大錘敲打變形或用扳手糾正變形。
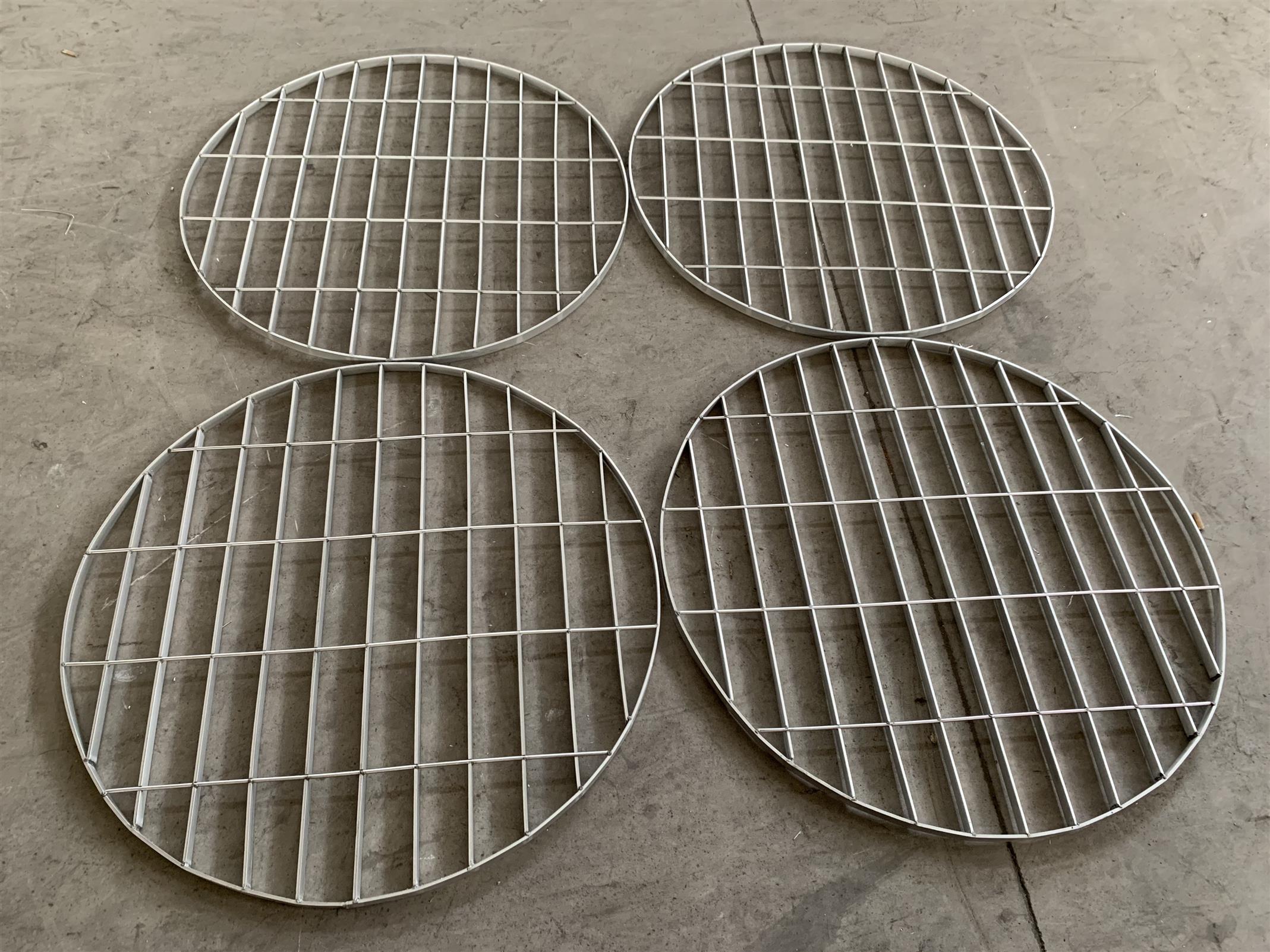
平臺鋼格板,這一種鋼格板是在平臺上使用的,因此,將其稱之為平臺鋼格板。其在型號上,G303/30/100這一型號較為常用,而且,是方形居多。
鋼格柵表面有時會出現(xiàn)。的明顯現(xiàn)象是細渣帶沿縱向在鋼格表面形成條狀或點狀夾雜物,屬輕微缺陷。那么是什么導(dǎo)致了表面的灰塵呢?如何控制?表面產(chǎn)生的原因是爐頭鋅表面的浮渣和固體鋅渣中的凝結(jié)在爐頭內(nèi)。鋅渣落在帶鋼表面,隨著帶鋼通過鋅鍋凹輥產(chǎn)生輕微的線性壓痕,或沿著鋼格板縱向表面形成夾雜點形式的細渣帶,產(chǎn)生。鋼格柵板表面有的原因及控制方法控制方法:1。進爐帶鋼溫度控制嚴格控制進鋅鍋帶鋼溫度,因為帶鋼溫度超過鋅液20℃,不僅鋅鍋溫度會升高,而且鋅渣的數(shù)量也會增加。鋅罐溫度應(yīng)嚴格控制,不超過(465±2)℃,以減少鋅液溫度波動,防止鋅渣的形成。鋼板(AL)鋅溶液組成控制范圍為0.19 ~ 0.22%,合金鍍鋅板(AL)鋅溶液組成控制范圍為0.10 ~ 0.15%。制作清洗機頭鋅渣的渣勺,每班清洗機頭浮渣2-3次。爐鼻內(nèi)加裝鋅渣吸附脫除裝置,外部熱風(fēng)通過風(fēng)機吹入封閉的爐鼻內(nèi)。

平臺鋼格板材料:
1、扁鋼和橫桿均采用GB/T700的Q235制造,根據(jù)供需雙方協(xié)議,也可采用其他材料制造;
2、扁鋼采用熱軋扁鋼或經(jīng)過縱剪的熱軋或冷軋鋼帶;
3、扁鋼尺寸允許偏差符合表一 YB/T4001.1-2007的規(guī)定;
4、齒型扁鋼采用熱軋扁鋼或經(jīng)過縱剪和沖齒的熱軋或冷軋鋼帶。齒型尺寸在每100內(nèi)不能少于5齒;
5、工字型扁鋼的截面尺寸及截面慣性矩。

平臺鋼格板質(zhì)量的好壞還取決于原材料的優(yōu)劣,有些生產(chǎn)廠家為了降低生產(chǎn)成本,加大利潤空間,采用由廢鋼制成的扁鋼。
鋼格柵預(yù)留孔:由于工藝管穿孔和管道安裝誤差,鋼格柵需要預(yù)留孔。孔的尺寸、位置和加工要求應(yīng)在設(shè)計中正確說明。鍍鋅鋼格板、不銹鋼網(wǎng)格板在生產(chǎn)過程中沒有大的區(qū)別,都是使用相同的扁鋼形狀,根據(jù)使用的規(guī)格和大小購買原材料和消隱,簡而言之,不同的是不同的材料和不同的應(yīng)用領(lǐng)域,一般來說,鍍鋅鋼格柵板可以應(yīng)付不銹鋼格柵板可以更地完成其使命。生產(chǎn)車間再生產(chǎn)鍍鋅鋼格柵產(chǎn)品也可能會在生產(chǎn)過程中出現(xiàn)一些產(chǎn)品質(zhì)量問題,如果想要避免這些問題的發(fā)生就會發(fā)現(xiàn)問題一(1)、材質(zhì):(2)、焊接質(zhì)量問題:在鍍鋅鋼格柵的焊接過程中,車間的焊接工人在焊接生產(chǎn)過程中出現(xiàn)了焊接誤差造成的問題。這種事情是非常嚴重的鋼板產(chǎn)品質(zhì)量的問題,如果你是,必須及時督促員工正確的,或者是老客戶將運行。(3),鍍鋅鋼網(wǎng)格角毛刺現(xiàn)象,扁鋼麻花鋼焊后的成品在角落鋼網(wǎng)格將不可避免地出現(xiàn)毛刺,(4)表面熱鍍鋅問題:盡量不要在表面處理后遇水,否則表面會出現(xiàn)抗堿現(xiàn)象,雖然不影響產(chǎn)品的使用,也不影響鋼格的使用。
http://www.wxjblgt.com