產(chǎn)地常州
執(zhí)行標(biāo)準(zhǔn)YB/T4001.1-2007
材質(zhì)Q235B
稅票包含
表面處理酸洗 拋光
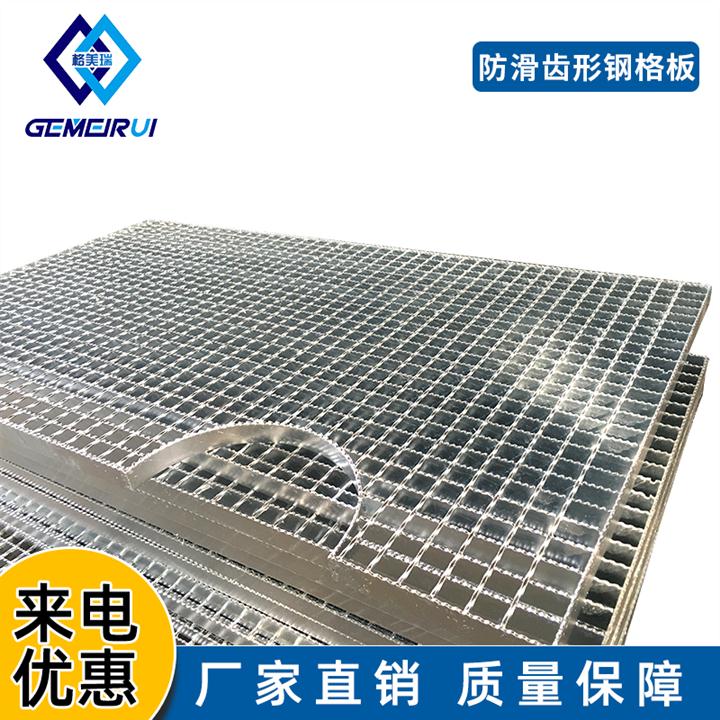
齒型:與平面型鋼格柵板相比,齒型鋼格柵板的防滑效果更好。
手工焊接制造的鋼格板是先在扁鋼上沖孔,而后將橫桿納入孔中點(diǎn)焊,橫桿與扁鋼會(huì)存在閑暇,可是每個(gè)觸碰點(diǎn)都能實(shí)行焊接,抵達(dá)扁鋼以及麻花鋼的等同融化銜接,因而焊接會(huì)更穩(wěn)定,強(qiáng)度會(huì)有所晉升,但外表毋寧壓焊的雅觀!該制造工藝對(duì)照靈敏、產(chǎn)物多樣化、基本上能夠制造全系列鋼格板,在重型上有優(yōu)點(diǎn);因焊接所有人為手工焊接,簡易焊接不穩(wěn)定、漏焊、假焊,發(fā)生假焊以及漏焊下降強(qiáng)度.
原本人為焊接以及機(jī)子焊接都差不多,可根據(jù)顧客需求來挑選.異型鋼格板以及插接鋼格板只能人為焊接不能用機(jī)械焊,這也是人為焊接的優(yōu)點(diǎn).
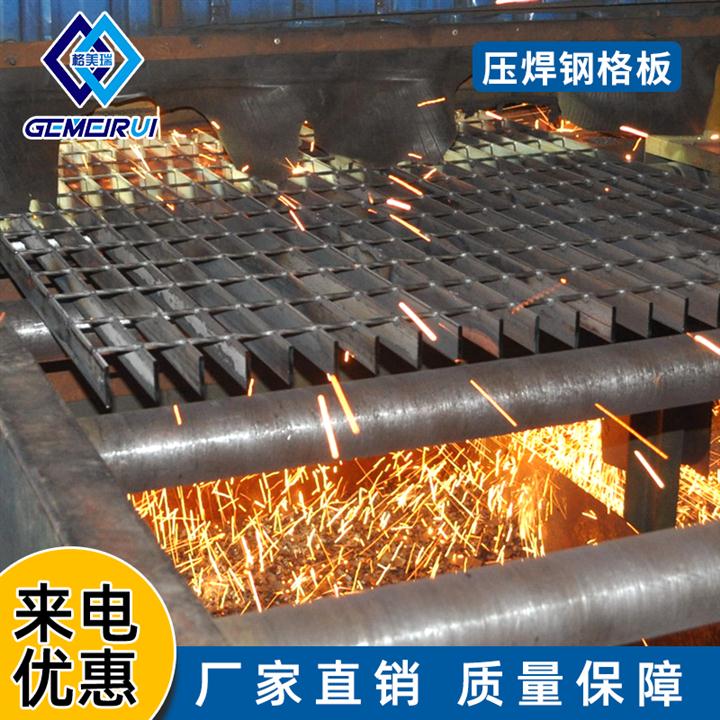
機(jī)械壓焊運(yùn)用高壓電阻壓焊機(jī),事前把承載扁鋼放在特定的模具上,而后機(jī)械手自動(dòng)將橫桿橫放在平均排列的扁鋼上,經(jīng)過龐大的電焊功率以及液壓力將橫桿壓焊入扁鋼內(nèi),從而能夠得到焊點(diǎn)牢固,穩(wěn)定性以及強(qiáng)度極高的高品質(zhì)鋼格板.
而后在根據(jù)用戶需求的長度用切割機(jī)切開,人為焊接包邊.機(jī)械壓焊效率對(duì)照高,可是機(jī)械制造尺寸通常寬度不要超出1.2米,尚有即是尺寸不要太零星.機(jī)械焊接有肯定的尺寸限定,一些獨(dú)特形式以及插接鋼格板也是機(jī)械不能制造的,只能人為焊接.
合適規(guī)格尺寸對(duì)照正途并且需求量大的顧客.該焊接工藝受設(shè)備以及電流電壓匹配的波及,通常雙桿的焊接比單桿的強(qiáng)度高,該焊接工藝還與材料扁鋼的上下相關(guān)系,扁鋼寬度偏差大可能波及焊接強(qiáng)度,使強(qiáng)度不一概;該工藝存在的缺點(diǎn)是假焊以及虛焊,假焊以及虛焊簡易使橫桿剝脫.
焊接工藝因設(shè)備設(shè)備的額定容量,截面較大的重型鋼格板不能制造.該焊接工藝的設(shè)備額定容量低于800KVA的通常只能做4mm厚度下面的扁鋼鋼格板,1250KVA的通常能做5~6mm厚度的扁鋼鋼格板.
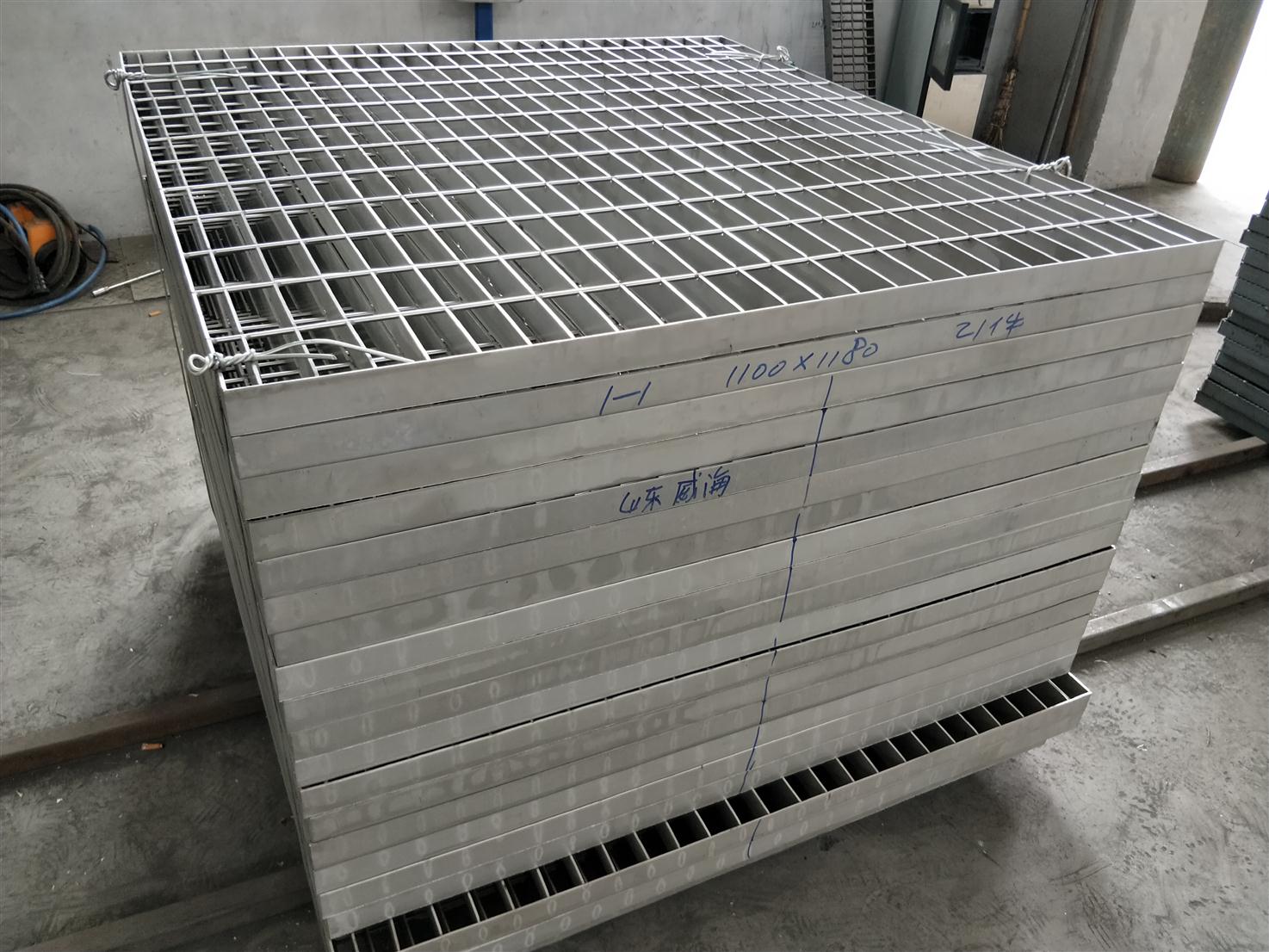
特點(diǎn)為:高強(qiáng)度,輕結(jié)構(gòu):牢固的網(wǎng)格壓焊結(jié)構(gòu)使其具有高承載,結(jié)構(gòu)輕,便于吊裝等特點(diǎn);外形美觀,經(jīng)久耐用。
A、異型鋼格板有機(jī)器壓焊和手工制作兩種:機(jī)器焊接是采用200噸液壓電阻焊自動(dòng)化壓焊機(jī),機(jī)械手自動(dòng)將橫桿放在均與排列的扁鋼上,通過強(qiáng)大的電焊功率和液壓力將橫桿壓焊入扁鋼內(nèi),從而可以得到焊點(diǎn)堅(jiān)固,穩(wěn)定性和強(qiáng)度極高的高品質(zhì)鋼格板成品。
-/gjcjdj/-
http://www.wxjblgt.com